

以下是:绥化市庆安县厚壁无缝钢管厂家-长期合作的产品参数【星腾伟业】业务覆盖多领域场景,主营安达无缝钢管精心打造、望奎无缝钢管一站式采购方便省心、兰西无缝钢管精益求精等产品服务。厚壁无缝钢管厂家-长期合作,星腾伟业金属材料(绥化市庆安县分公司)为您提供厚壁无缝钢管厂家-长期合作的资讯,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 黑龙江省,绥化市,庆安县 民国三十四年(1945年)“九三”抗日战争胜利后,庆安县隶属黑龙江省。1958年9月5日,国务院批准,撤销铁力县,并入庆安县。 1962年10月20日,国务院批准,将原并人庆安县的铁力地区划出,恢复铁力县。 1965年6月,松花江专区改称绥化专区,庆安县隶属绥化专区。 1999年,经国务院批准,成立地级绥化市,庆安县隶属于绥化市。是2021年水系连通及水美乡村建设试点县、现代农业示范区、绿色食品A级水稻生产基地、全国农产品加工示范基地,享有“中国绿色食品之乡”和“中国绿色名县”美誉。
想要了解厚壁无缝钢管厂家-长期合作产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。以下是:绥化庆安厚壁无缝钢管厂家-长期合作的图文介绍
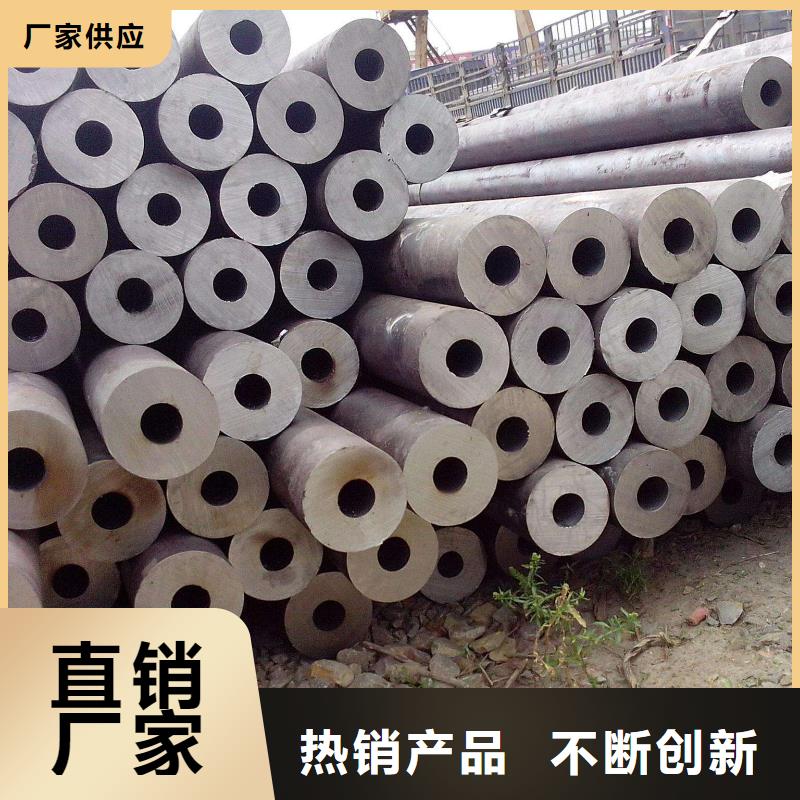
厚壁无缝钢管一般是指外径(D)与壁厚(S)之比(D/S)小于20的无缝钢管,其中外径与壁厚之比(D/S)小于10的又称为超厚壁无缝钢管。
厚壁尤缝钢管常用于火(核)电、船舶、化工及石油等行业中高温高压流体的输送,工作状态下需承受内部流体较高的压力和温度,故其质量和性能要求较A。其钢种主要有优质碳紊结构钢、合金结构钢、不锈钢和特种合金等。
目前,世界上生产超厚壁无缝钢管采取的生产工艺主要有皮尔格轧制法、自由锻造法、穿孔拉拔法及热挤压法等。其中,热挤压法。近年来受到闰内、外齊遍关注,它是将金属坯料加热至再结晶温度以上,利用挤压机的压力,由挤压动校对金属坯料加以挤压,使坯料在三向压应力作用下从挤压模口流出,从而获得所需
要挤;玉件的一种塑性成形方法。根据挤压设备与挤压方向的不同,热挤压法又可分为卧式挤压法和垂直挤压法。与其他工艺相比,垂直挤压法具有产品规格范围广、材料利用率高、产品质跫好和制造周期短等一系列优点。针时厚壁无缝钢管的特.饭,时热挤压法制造无缝钢管中的垂直挤压工艺进行研究。介绍了厚壁无缝钢管热挤压的工艺流程,并重点分析模具结构和润清条件热挤压工艺过程中的两大重要因素。终提出了多角度挤压入模角的模具结构及模具一坯料复合润滑方案,在降低挤压力的同时获得了表面质童较高、综合力学性能较好的厚壁无缝钢管。
绥化庆安星腾伟业金属材料有限公司在激烈竞争的商海中,始终坚持以客户为中心,以 无缝钢管质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为 无缝钢管客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大 无缝钢管用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!
厚壁无缝钢管厂家-长期合作
27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可
近年来我国钢结构工程建设迅速发展,其中大跨度和空间钢结构等也得到了广泛应用,此类结构的用材特点是大量应用圆管管材,而且随着跨度、荷载的加大,要求更大的直径与壁厚,有时还需要更小的径厚比。如新首都机场大量采用大直径锥形、梭形厚壁管柱,主要规格为D3083×60、D2850X55与D1850X50(图1);新广州电视塔立柱钢管为D2000X50(40),并以很小斜率沿长度方向变径;北京电视塔圆管柱为D1200X60,其径厚比为18;原五棵松体育文化中心方案曾要求采用D1000X100的厚壁无缝钢管,其径厚比仅为8,世界上只有极少数厂家可生产.
厚壁钢管的类别与特点
(1)关于管材的壁厚分类尚无明确统一的标准,若按《冷弯薄壁型钢结枃技术规范》、《钢结构设计规范》规定,圆管(冷加工成型)的厚度不宜大于25mm。故钢结构用管材的壁厚类别可大致可分为:薄壁管一一壁厚<6mm;中等壁厚管壁厚=8mm~28m;厚壁管一一厚壁t≥30mm。关于圆管的径厚比要求,按局部稳定条件,壁厚不应过小,规范规定相应径厚比限值应不大于而按冷加工(卷制、压制)条件为防止过大性变形与残余应力,壁厚又不应过大,其相应径厚比不宜小于20(按内径计算)。
(2)厚壁管按加工方法可分为以下四类
①热扩无缝钢管一一将已轧制成的厚壁无缝钢管
加热后再次挤压、扩张并拉伸成型, 规格为D720X40(径厚比D/t=16),因为热扩成型,除有冷却过程中的残余应力外,并无小径厚比的冷加工变形和残余应力。但因热扩中温度、速度的不均匀性其壁厚公差可达土25%。一般不适用于钢结构。
②热卷成型管将钢板
均匀加热到900~1000℃后,在卷管机上卷制成型,一般需经二次加热与二次卷制,其性能优于冷卷成型管,且可不受径厚比的限制,但加工成本高、效率低,主要用于锅炉、压力容器工程
在绥化市庆安县本地采买厚壁无缝钢管厂家-长期合作到星腾伟业金属材料(绥化市庆安县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【0527-88266222】。











